Digital Twin technology is rapidly transforming the manufacturing industry by creating virtual replicas of physical assets, processes, systems, behaviors, and state of health. This dynamic digital representation allows manufacturers to simulate, analyze, and optimize real-world operations in a virtual environment. With the integration of data analytics, IoT, AI, and advanced sensor technologies, Digital Twin solutions offer a wide array of benefits, from predictive maintenance to process enhancements. In this article, we explore how Digital Twin technology is shaping the future of manufacturing and its broad applications across industries.
By leveraging advanced technologies like IoT, AI, and cloud computing, Digital Twins are revolutionizing industries, particularly manufacturing.
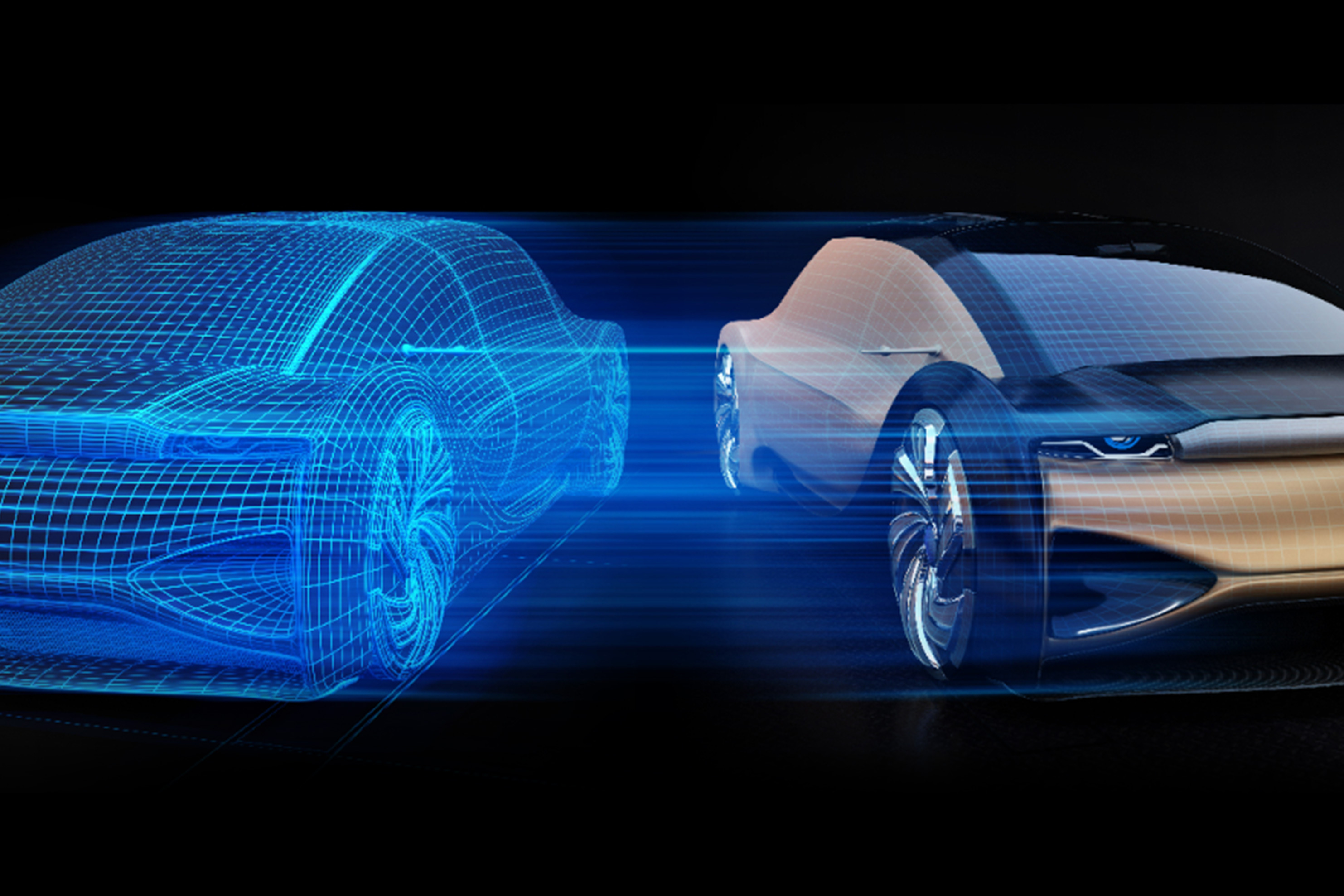
A Digital Twin is a digital replica of a physical asset, process, or system that uses real-time data from IoT sensors and other connected devices. The hardware for Digital Twin includes sensors, IoT devices, and cloud platforms that work together to capture data and deliver actionable insights. By integrating data, predictive maintenance solutions, and AI-driven analytics, manufacturers can optimize operations and enhance decision-making processes.
Data Acquisition: Embedded sensors track and record real-time parameters such as temperature, vibration, and pressure in physical assets.
Data Analysis: The collected data is analyzed using AI and machine learning algorithms to identify patterns, anomalies, and potential issues.
Digital Model Creation: A virtual model of the physical asset is created, incorporating the analyzed data and simulations.
Real-time Synchronization: The digital twin is continuously updated with real-time data, ensuring it remains synchronized with the physical asset.
One of the key advantages of Digital Twin technology is its ability to drive process optimization and production efficiency. By using real-time data from IoT sensors embedded in machinery and equipment, manufacturers can gain a comprehensive understanding of how their systems perform under various conditions. This allows for enhanced machine downtime optimization and increased asset utilization. Additionally, Digital Twin solutions enable companies to monitor the part failure rates and identify potential issues before they occur.
Predictive Maintenance: A primary application of Digital Twin in manufacturing is predictive maintenance. By using continuous data streams from IoT sensors for manufacturing, the Digital Twin can predict when equipment is likely to fail, allowing maintenance to be scheduled in advance. This helps avoid unexpected downtimes and costly repairs, improving the overall efficiency of the production process. Predicting part failure in advance can significantly reduce machine downtime, ultimately leading to greater productivity.
Optimization and Process Enhancements: By providing a virtual environment to simulate operations, Digital Twins help manufacturers identify inefficiencies and opportunities for improvement. Process enhancements are possible through the virtual testing of various scenarios, where manufacturers can tweak parameters and test outcomes without interrupting physical operations. This ability to fine-tune production processes improves optimization and increases output quality.
Data Analytics for Manufacturing: Digital Twin technology works in tandem with advanced data analytics tools to analyze massive amounts of operational data. By utilizing AI-driven data insights, manufacturers can gain deeper insights into their operations, pinpoint inefficiencies, and predict future trends. These quantitative analyses allow for smarter decision-making and more accurate forecasting, enhancing both the optimization of production and inventory management.
Enhanced Product Design: By testing and validating designs in a virtual environment, engineers can accelerate product development cycles and reduce time-to-market.
Improved Quality Control: Digital Twins can monitor product quality in real-time, identifying defects early on and preventing quality issues.
Risk Mitigation: By simulating potential risks and failures, Digital Twins can help identify vulnerabilities and develop mitigation strategies.
The scope of Digital Twin applications in industrial manufacturing is vast, impacting various stages of production, from design to maintenance. Here are a few key use cases:
Smart Manufacturing Solutions: Digital Twin technology is central to smart manufacturing, where physical and digital systems are interconnected to improve efficiency, quality, and flexibility. By integrating IoT in smart manufacturing, real-time data from machines, workers, and products can be analyzed to provide actionable insights and improve process flows.
Virtual Product Design and Testing: Manufacturers can leverage IoT for product design and virtual walkthroughs to test new designs and simulate production scenarios. The 3D visualization of products and manufacturing environments also aids in better collaboration between teams, streamlining the design-to-production process.
Supply Chain and Asset Management: Digital Twins can enhance supply chain management by offering a real-time view of inventory, shipments, and equipment. With the integration of industrial IoT solutions, companies can better manage their assets, monitor their health, and forecast supply chain disruptions, making their operations more agile and responsive.
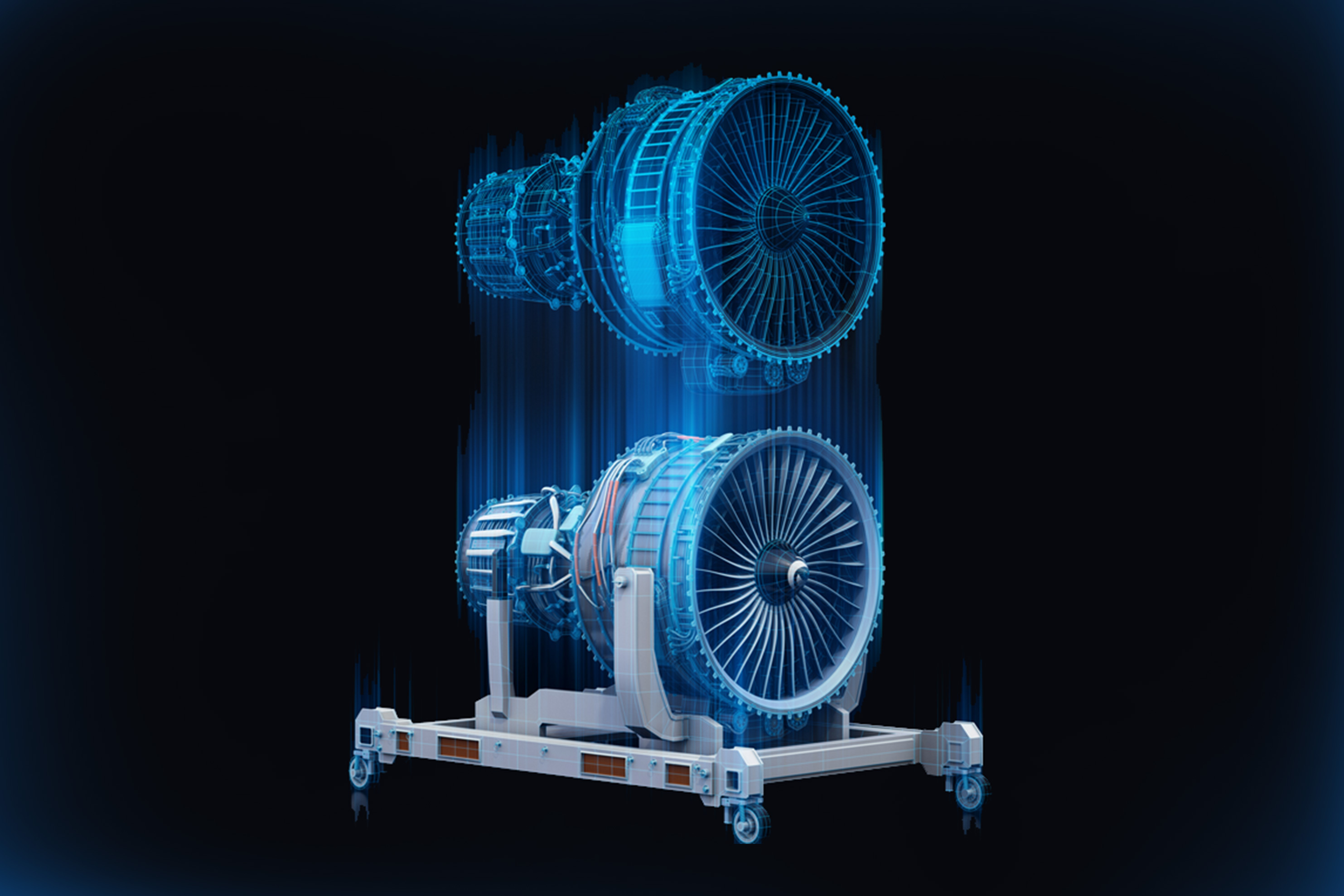
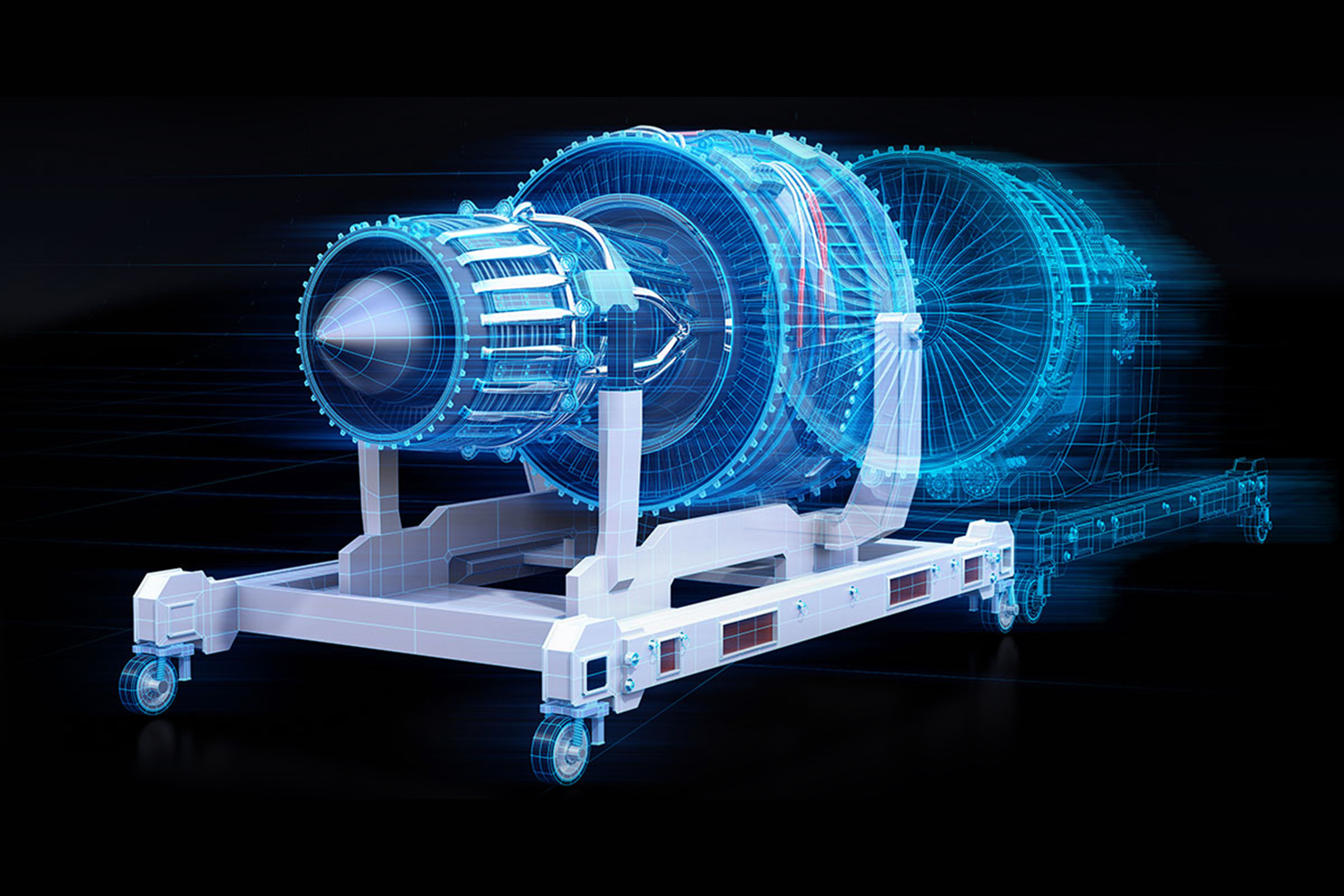
Aerospace: Digital Twins can be used to simulate flight conditions, test new designs, and improve aircraft maintenance.
Automotive: Digital Twins can help design and engineer vehicles, optimize manufacturing processes, and improve vehicle performance.
Healthcare: Digital Twins can be used to simulate medical procedures, personalize treatments, and monitor patient health.
Smart Cities: Digital Twins can help optimize urban planning, traffic management, and energy consumption.
To fully leverage the power of Digital Twin technology, integration with cloud platforms and AI is crucial. Platforms like AWS, Microsoft Azure IoT Hub, and Google Cloud offer scalable environments for managing the large volumes of data generated by Digital Twins. These cloud services provide robust analytics tools and seamless data processing capabilities that are essential for data-driven manufacturing solutions.

Moreover, AI-powered process optimization and AI-driven predictive maintenance tools enhance the capability of Digital Twins. By applying machine learning algorithms, AI systems can continuously learn from the data provided by the Digital Twin models, improving the accuracy of predictive insights and enabling real-time decision-making.
IoT: Take real-time data from physical assets, and feed it into the Digital Twin.
Cloud Computing: Cloud platforms provide the computing power and storage necessary to run complex simulations and data analysis.
Augmented Reality (AR) and Virtual Reality (VR) are adding another layer of interactivity to Digital Twin solutions. Using 3D visualization software and AR/VR solutions for manufacturing, engineers and operators can conduct virtual walkthroughs of production lines, inspect machinery, and train personnel without being physically present. This not only enhances operational efficiency but also provides valuable insights into the behavior and performance of equipment, driving further process enhancements.
Modelcam Technologies provides a wide variety of Services from ART to PART from Concept Design to Industrial Modeling and Analysis for final Manufacturing.
©Copyright 2025. All rights reserved by Modelcam Technologies Private Limited PUNE.